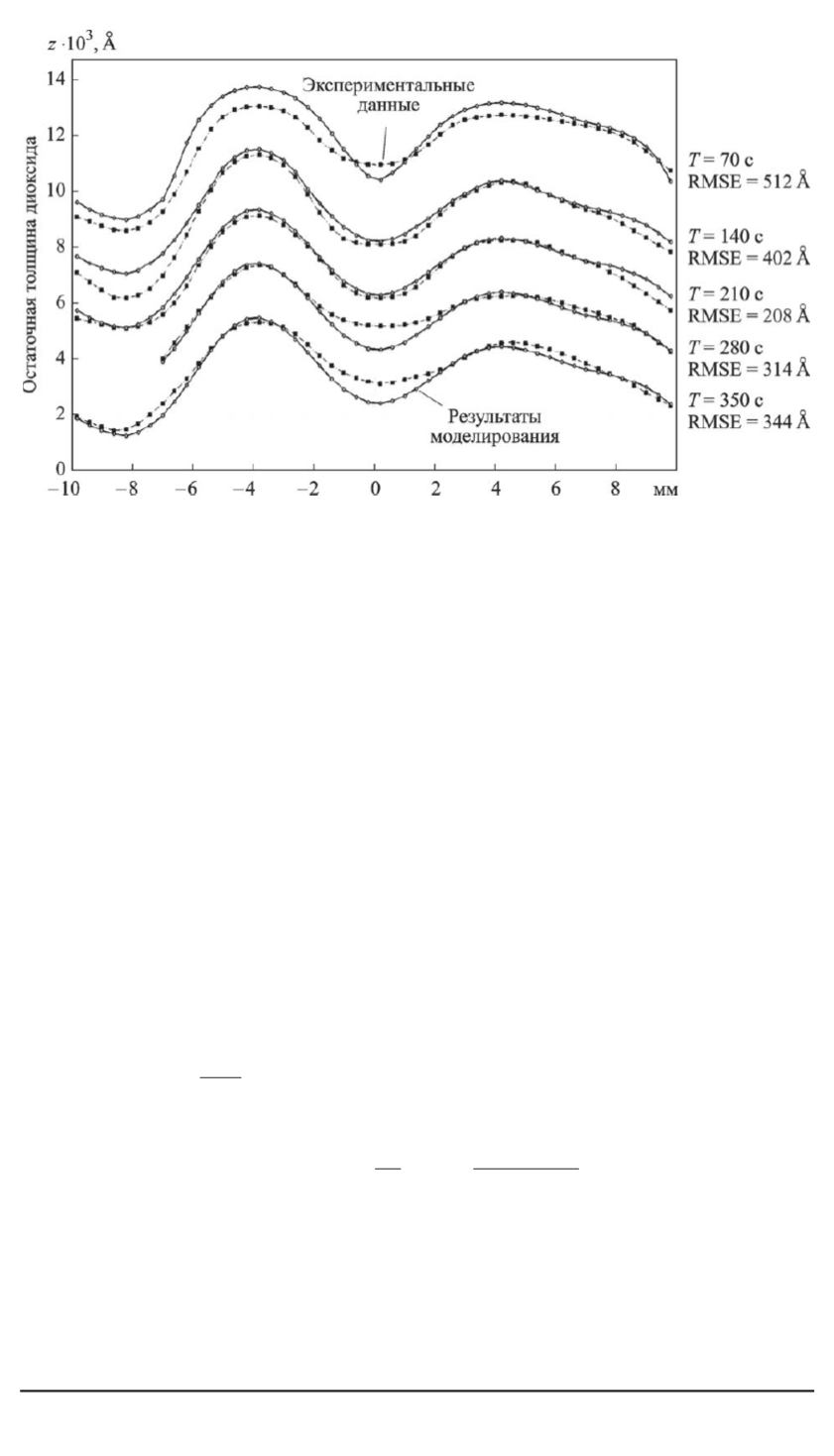
Рис. 4. Результат калибровки модели технологической операции ХМП, разра-
ботанной в [5]
те [7]. Основное отличие этой модели от предыдущей состояло в учете
нелинейности скорости планаризации ступеньки. Начальные скорости
планаризации для обеих моделей совпадают. Однако после удаления
локальной ступеньки вместо ступенчатого изменения скорости удале-
ния материала, как было предусмотрено в модели [5], в модели [7]
предположено экспоненциальное изменение этой скорости.
В модели [7] начальная скорость планаризации областей между
проводниками равна нулю. После контакта подушки с этими областя-
ми следует промежуток времени, в течение которого скорость удале-
ния областей диоксида над проводниками экспоненциально снижается
до скорости его удаления с гладкой пластины, а скорость планаризации
областей между проводниками, наоборот, экспоненциально возраста-
ет. Функция, описывающая скорость планаризации в модели [7], имеет
следующий вид:
MRR
ij
=
⎧⎪⎨
⎪⎪⎩
BR
ϕ
ij
при
t
≤
t
к
;
BR
+ (1
−
ϕ
ij
)
h
1
τ
exp
−
(
t
−
t
c
)
τ
при
t > t
к
,
(9)
где
BR
— скорость удаления материала с гладкой пластины;
h
1
=
=
z
1
−
BRt
к
/ϕ
ij
— локальная высота ступеньки;
ϕ
ij
— эффективная
плотность элементов топологии;
τ
— экспоненциальная постоянная
времени;
t
— время операции планаризации;
t
к
— время от начала
планаризации до контакта подушки с областью между проводниками.
28 ISSN 0236-3933. Вестник МГТУ им. Н.Э. Баумана. Сер. “Приборостроение”. 2012. № 2


