Испытание на растяжение.
Технологический процесс пайки дол-
жен состоять из следующих операций:
•
механической или химической очистки (например, ортофосфор-
ной кислотой) поверхности пайки;
•
предварительной обработки применяемого бессвинцового при-
поя;
•
введение припоя, его расплавление и удаление излишков.
Очистка и предварительная обработка имеют важное значение,
так как благодаря им достигается наименьший разброс характеристик
прочности спая.
Для выполнения процесса пайки использовалась паяльная станция
в виде нагревающей пластинысо стабилизатором заданной темпера-
турыот комнатной до 400
o
С. В процессе пайки изменяли температуру
и продолжительность пайки.
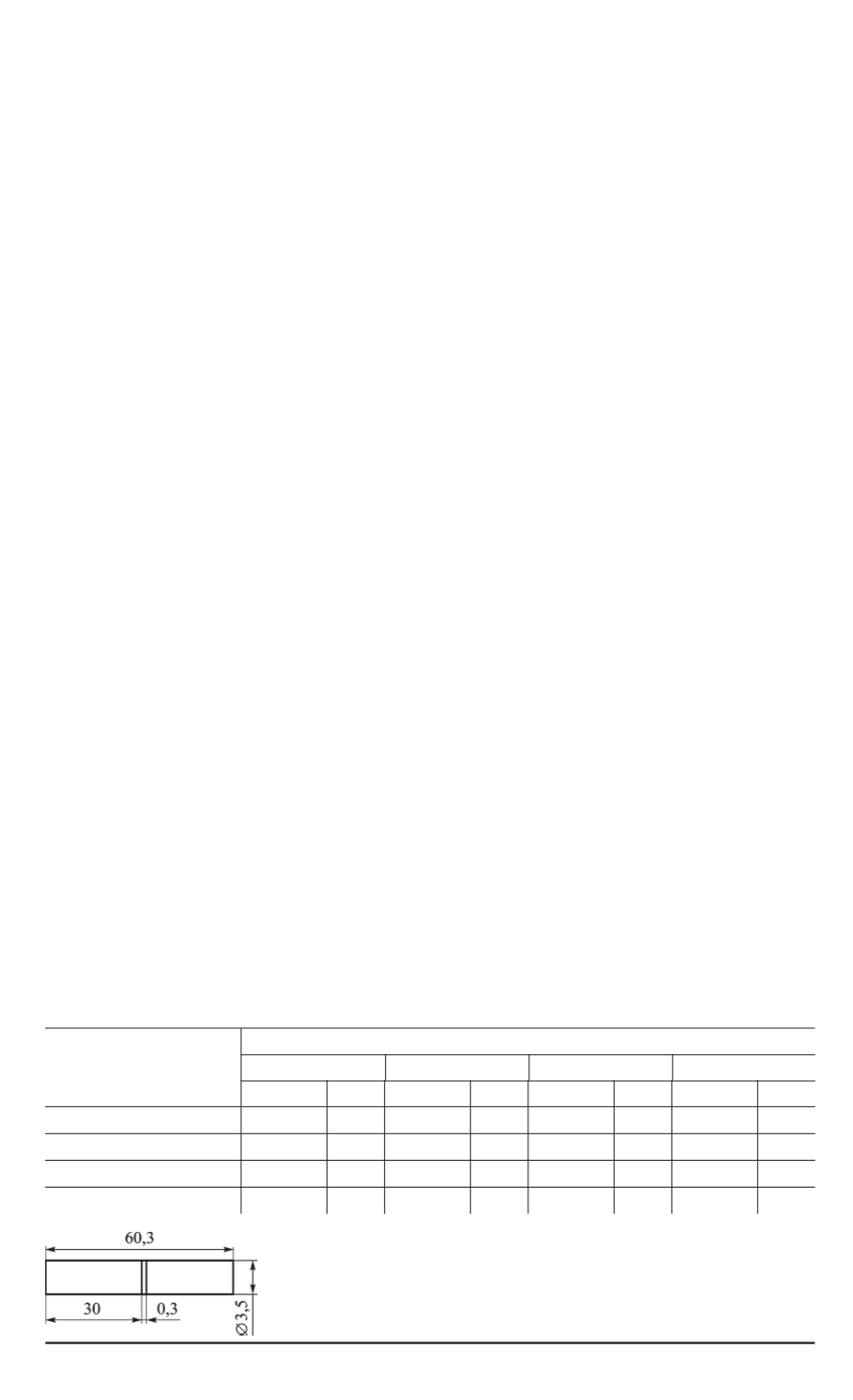
В соответствии с ГОСТ 28830–90 образцыдля испытания на растя-
жение были изготовлены спаиванием двух медных стержней
∅
3
,
5
мм
с тем, чтобыбыла получена равномерность в распределении напряже-
ний растяжения в области спайки и обеспечена соосность стержней.
Образец и его геометрические параметрыприведенына рис. 1.
Прочность соединений, паянных бессвинцовым припоем.
Проч-
ность на растяжение – это одно из главных свойств механических пая-
ных соединений. Чаще всего руководствуются показателями качества
и прочности паяных соединений, установленными ГОСТ 30535–97, в
соответствии с которым, главным параметром прочности выбирается
предел прочности на растяжение. Оценка среднего арифметическо-
го и среднеквадратического отклонения (СКО) служит основой для
расчетов параметров надежности. Чем больше СКО, тем хуже техно-
логический процесс.
В процессе испытаний было исследовано влияние температуры и
времени пайки на прочность паяного соединения. Полученные резуль-
татыприведеныв таблице.
Таблица
Результаты испытаний
Длительность
технологического
процесса, с
Температура нагрева,
o
С
245
250
260
270
σ,
МПа СКО
σ,
МПа СКО
σ,
МПа СКО
σ,
МПа СКО
5
99,1 6,30 103,1 4,84 97,9 4,90 95,6 7,21
10
97,7 5,60 101,8 4,59 98 4,76 93,4 7,9
15
97,9 5,10 100,7 4,55 97,6 4,87 — —
20
94,2 5,56 100,1 4,65 96,6 5,74 84,4 8,91
Рис. 1. Геометрические параметры образца
72 ISSN 0236-3933. Вестник МГТУ им. Н.Э. Баумана. Сер. “Приборостроение”. 2009. № 2


