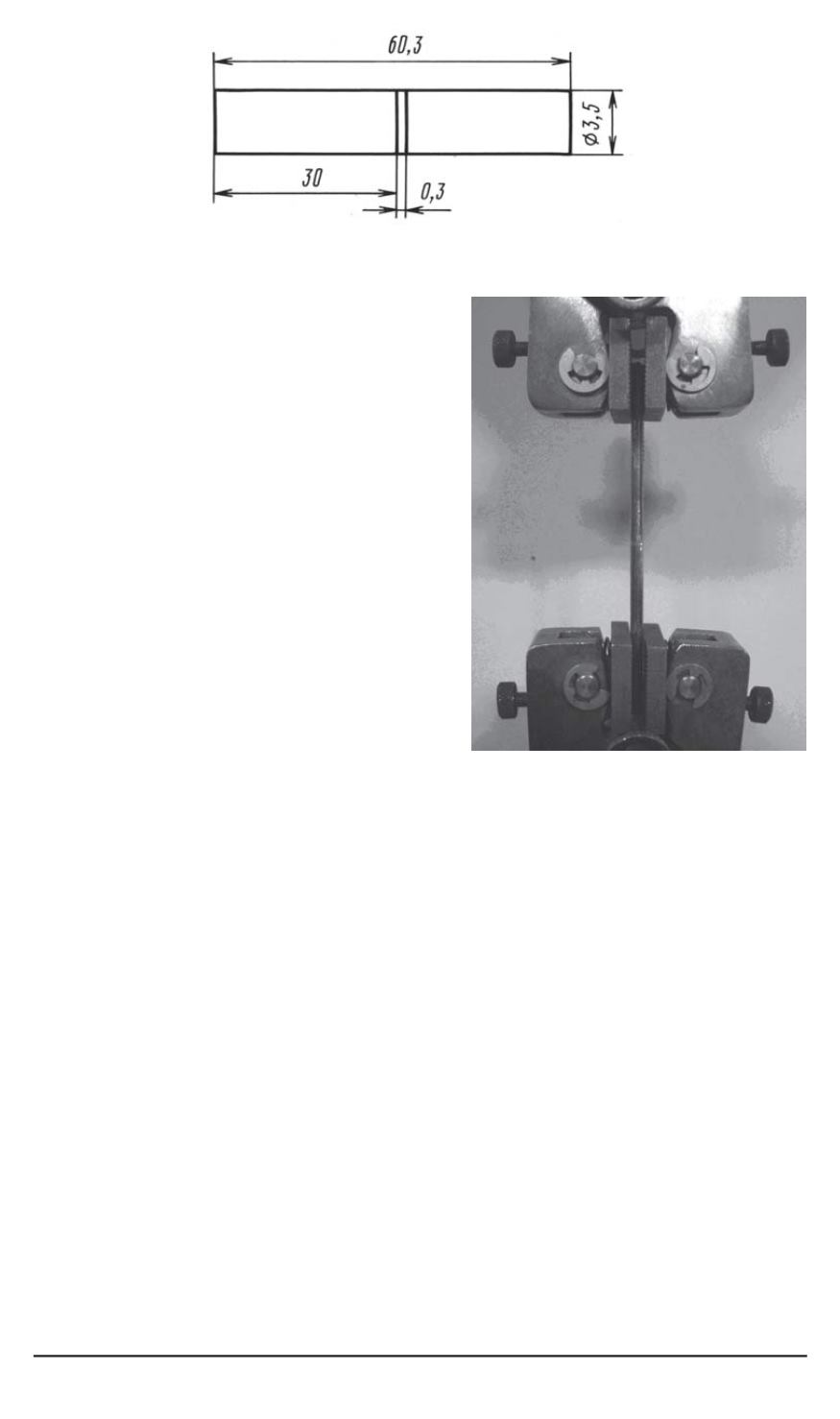
Рис. 1. Изготовленный образец
Рис. 2. Растягиваемый образец
Очистка и предварительное облу-
живание имеют важное значение, так
как в этом случае достигается мень-
ший разброс значений характеристик
прочности и плотности спая. В слу-
чае невозможности предварительного
лужения пайку ведут и по чистой по-
верхности, но результаты будут хуже.
Для предварительного лужения при-
меняют припой такой же, как и для
последующей пайки.
Для пайки использовалась паяль-
ная станция в виде нагревающей пла-
стины со стабилизатором заданной
температуры. В процессе пайки ста-
билизируются два фактора: темпера-
тура и продолжительность пайки, ко-
торые влияют на прочность и однообразие получаемых паяных соеди-
нений.
В соответствии с ГОСТ 28830–90 образцы для испытания на ра-
стяжение изготавливались путем спаивания двух медных стержней
диаметром 3,5 мм. Геометрические параметры образца приведены на
рис. 1, размеры образцов, полученных с применением бессвинцовой и
свинцвой технологий, были одинаковыми.
В процессе испытаний исследовали влияние температуры пайки
на прочность паяного соединения. Время пайки для каждой группы
образцов было одинаковым. Образцы паялись припоем ПОС 61 и при-
поем следующего состава: Sn–99,3%, Cu–0,7%. Температура плавле-
ния данного бессвинцового припоя составляла 227
o
С.
Параметром оценки прочности был выбран предел прочности при
растяжении.
Образец, растягиваемый на разрывной машине, приведен на рис. 2.
Для всех испытанных образцов фиксировали силу разрыва паяного
ISSN 0236-3933. Вестник МГТУ им. Н.Э. Баумана. Сер. “Приборостроение”. 2008. № 2 61


