нение происходит вручную, без использования каких-либо приспо-
соблений, кроме инсулинового шприца. Капли ртути и электролита
не нормируются, что и является причиной изготовления экземпляров
РЭКП даже с различными резонансными частотами в одной партии.
Традиционный технологический процесс изготовления чувстви-
тельных элементов (ЧЭ) можно охарактеризовать как производство
РЭКП с неточно заданными метрологическими характеристиками, в
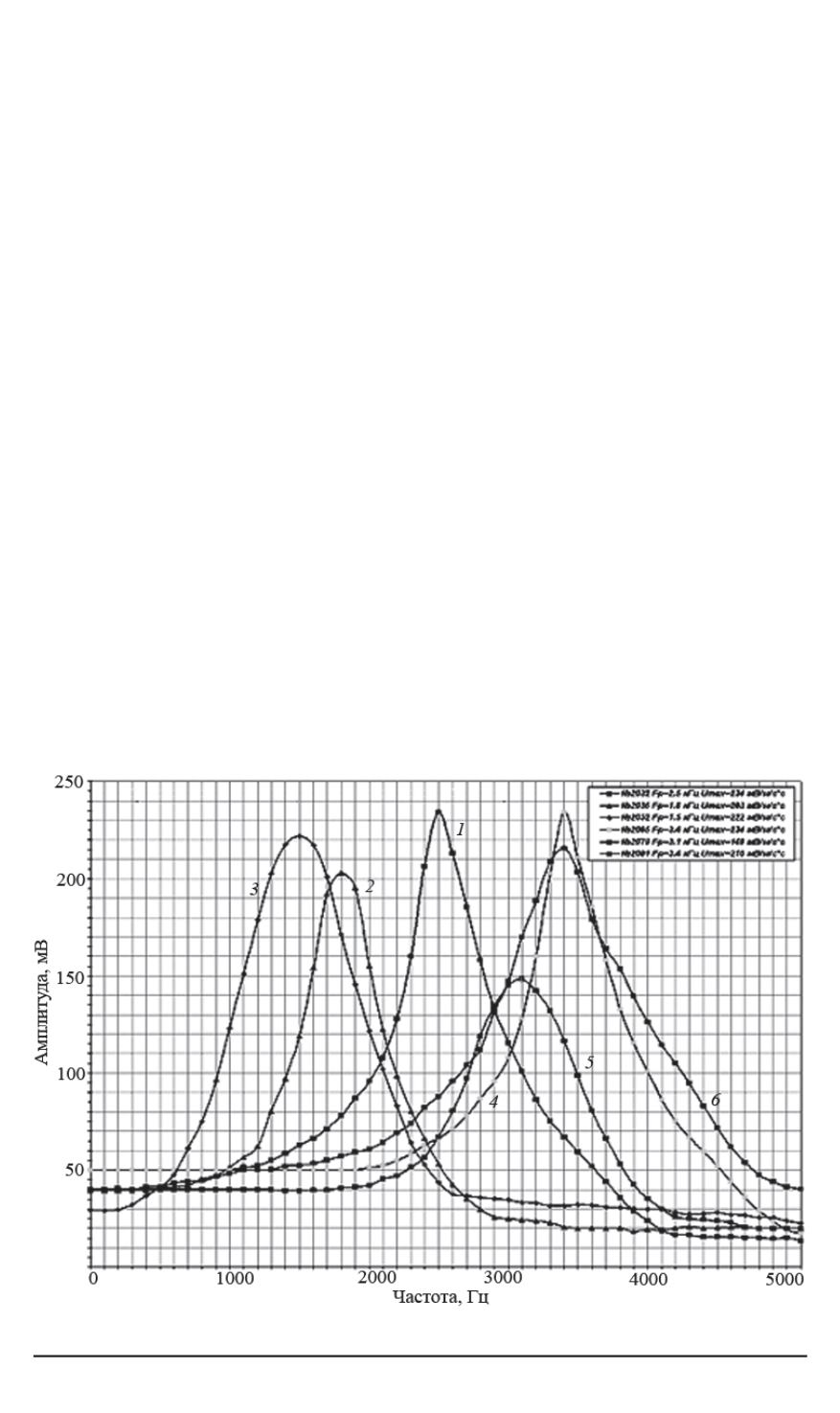
результате чего в одинаковых корпусах в одной партии получают раз-
брос резонансных частот от 30 до 1500 Гц. Далее в результате слож-
ных испытаний из полученной партии отбираются датчики с необхо-
димыми параметрами. Примеры амлитудно-частотных характеристик
(
1. . . 6
) датчиков из одной партии, полученных на этапах калибровки
и температурных испытаний, приведены на рис. 5.
Анализ причин, определяющих низкое качество изготовления
РЭКП при использовании традиционной технологии, позволил разде-
лить их на три части:
отсутствие целенаправленного формирования метрологических ха-
рактеристик РЭКП на этапе изготовления чувствительного элемента,
что является причиной низкого выхода годных изделий для специаль-
ных целей (групп датчиков с идентичными характеристиками);
•
отсутствие удобной технологической оснастки для заполнения
ЧЭ РЭКП, наличие которой позволило бысформировать геометрию
заполнителей с необходимой погрешностью;
Рис. 5. АЧХ РЭКП, изготовленных в одной партии
ISSN 0236-3933. Вестник МГТУ им. Н.Э. Баумана. Сер. “Приборостроение”. 2006. № 3 59


